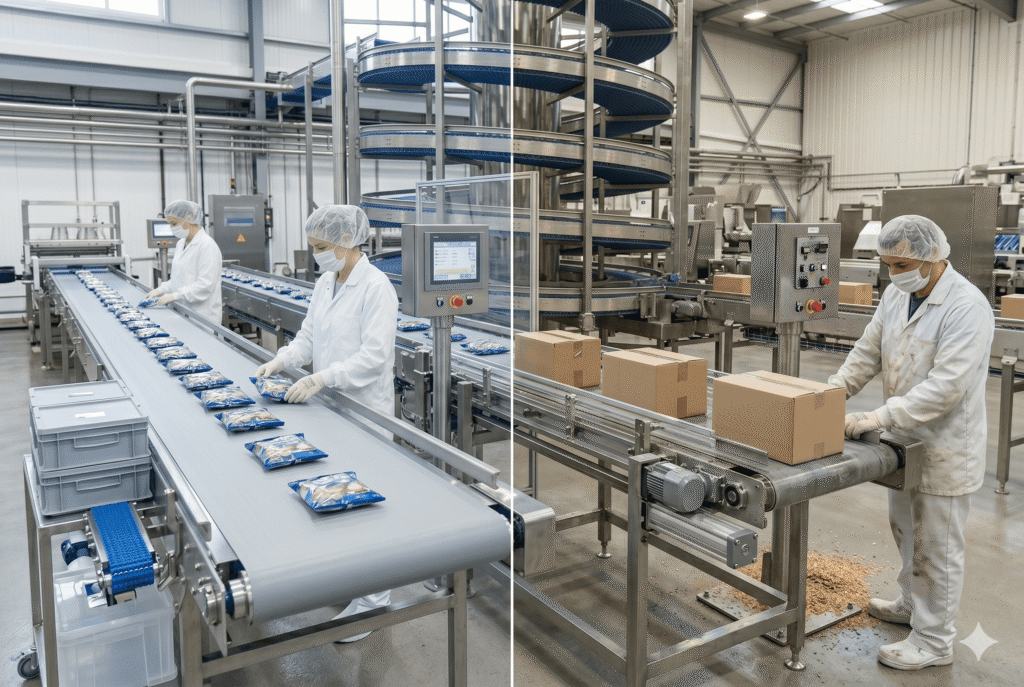
Food processing environments demand equipment that supports both efficiency and strict hygiene standards. A food packaging conveyor plays a central role in moving products through packaging lines while maintaining cleanliness, product integrity, and consistent flow. The type of conveyor selected can directly affect product safety, regulatory compliance, and operational performance.
General conveyor systems are widely used across industries, but they are not always designed for food-grade environments. As production requirements evolve, many facilities rely on solutions recommended by food conveyor manufacturers to meet modern processing standards and maintain reliable performance.
Food Packaging Conveyor vs General Conveyor Systems: Core Differences
The primary difference between food packaging conveyors and general conveyor systems lies in their design purpose. A food packaging conveyor is specifically engineered for food handling, while general conveyors are designed for broader industrial use.
Food-grade conveyors prioritize hygienic construction, smooth surfaces, and materials that resist contamination. General conveyors may include components or materials that are not suitable for direct or indirect food contact. These differences influence both safety and long-term usability in food production environments.
Hygienic Design, Materials, and Washdown Requirements
Hygiene is one of the most critical factors in food processing equipment. Food packaging conveyors are typically constructed from stainless steel and other non-porous materials to facilitate easy cleaning and prevent bacterial buildup.
These systems are designed with minimal crevices and accessible components to enable thorough washdown. In contrast, general conveyor systems may include painted surfaces, exposed joints, or materials that are not designed for frequent cleaning.
Facilities working with experienced food conveyor manufacturers often benefit from designs that support strict sanitation protocols while maintaining operational efficiency.
Compliance with Food Safety Standards and Regulations
Food production equipment must meet strict regulatory standards related to safety, sanitation, and material compatibility. Food packaging conveyors are designed to align with these requirements, helping facilities maintain compliance with industry regulations.
General conveyor systems may not meet these standards without modification. Using equipment not designed for food processing can introduce compliance risks and potential contamination.
Reliable system selection ensures that production environments consistently adhere to food safety requirements.
Performance in High-Speed Food Processing Environments
Modern food production facilities operate at high speeds to meet demand. Conveyor systems must support consistent throughput while maintaining product quality.
A well-designed food packaging conveyor supports smooth product transfer, controlled spacing, and stable movement across packaging lines. These systems are engineered to reduce product damage and maintain consistent flow.
General conveyors may lack the precision required for high-speed food applications, leading to inefficiencies or product-handling issues.
Maintenance, Cleaning, and Long-Term Operational Value
Maintenance requirements differ significantly between food-grade and general conveyor systems. Food packaging conveyors are designed for frequent cleaning, allowing facilities to maintain hygiene without excessive downtime.
These systems often feature accessible components that simplify maintenance and reduce service time. General conveyors may require additional cleaning effort or modifications to meet sanitation requirements.
Working with reliable food conveyor manufacturers helps ensure that systems are designed for long-term operational value and consistent performance in food processing environments.
Selecting the Right Conveyor for Modern Food Processing Needs
Choosing the right conveyor system requires careful consideration of hygiene, performance, and regulatory compliance. Food packaging conveyors provide the design features necessary to support safe and efficient food processing operations, whereas general conveyors may not meet the same standards.
Conovey provides engineered conveyor solutions designed for modern food production environments. Reliable system design, hygienic construction, and integration capability help maintain consistent product flow and compliance with industry standards. Facilities seeking dependable solutions benefit from working with experienced food conveyor suppliers that deliver reliable systems and long-term support.
Connect with Conovey today to enhance food-processing efficiency and maintain operational reliability.



